










Нанесение микроскопического размера штрих-кода лазером на поверхности ювелирных изделий – задача достаточно простая и технологических проблем не составляет. Разве что для создания штрих-кода на поверхности изделий из платины мощность лазерного луча потребуется побольше, чем при нанесении штрих-кода на золото, т.к. температура испарения платины примерно на 1 тыс. градусов выше. Но это проблема решаема.
Технологически процесс нанесения штрих-кода на металлическую поверхность выглядит следующим образом: лучом лазера осуществляется нагревание отдельных точек, приводящее к моментальному локальному расплавлению и выпариванию металла. Расплавление и выпаривание создают воронкообразные углубления. На поверхности металла при малом размере наносимого штрих-кода обычно создают элементы («ямки») не в виде более привычных для напечатанных штрих-кодов «квадратиков», а виде круглых точек.
Пример с изображением DataMatrix-кода
Важно отметить, что при нанесении штрих-кода на металлическую поверхность не осуществляется какое-либо затемнение локальных элементов. Поэтому, в отличие от считывания напечатанного на бумажном носителе штрих-кода, считывание штрих-кода, нанесенного на поверхность металла, производится путем оптического «вылавливания» на поверхности металла созданных лазером углублений. Это происходит за счет возникновения в этих углублениях теней при боковом освещении (углубления – это «темные» элементы штрих-кода на металле).
Вероятность успешного считывания информации со штрих-кода одним и тем же считывателем зависит не только от заданного заказчиком размера штрих-кода (чем меньше штрих-код малого размера, тем сложнее его считывать), но и от ряда других параметров:
- От выбранного типа использованного кодирования (DataMatrix-код, QR-код или иной, при кодировании числа одной и той же разрядности содержат разное число элементов). При кодировании малого объема информации преимущество по размеру штрих-кода имеет DataMatrix-код, поэтому для нанесения микроскопического штрих-кода на сами изделия разработчики Гознака справедливо выбрали использование не QR-кода, а именно DataMatrix-кода.
- От объема информации, занесенной в штрих-код. При занесении только УИН, чем больше его разрядность, тем меньше величина одного элемента при одинаковом линейном размере штрих-кода и тем ниже вероятность его считывания; при кодировании 16-разрядного десятичного числа DataMatrix-код содержит 196 элементов с матрицей 14 х 14 элементов.
- При нанесении штрих-кода на металл – от значения конкретного числа, занесенного в штрих-код. Это особенность нанесения штрих-кода именно на металлическую поверхность. Ниже приведены две пары DataMatrix-кодов с одинаковым линейным размером элементов, с занесенным в код числом 0000000000000000 (слева) и 9999999999999999 (справа). Количество «темных» точек (т.е. углублений) для числа 0000000000000000 составит 99 выжиганий, а для числа 9999999999999999 – 108 ямок, что в случае гладкой поверхности металла представляющих собой немного более сложные для считывания элементы кода:

- При нанесении штрих-кода на поверхность металла вероятность последующего его считывания также сильно зависит от шероховатости поверхности металла (если поверхность металла имеет шероховатость, то зона без «ямки» может оказаться даже более «темной», чем зона с наличием углубления, что приведет к нечитаемости штрих-кода).
Учитывая всю совокупность факторов, разработчик ГИИС ДМДК выбрал наилучшее из возможных решений: использовать для нанесения на поверхность металла ювелирных изделий DataMatrix-кода линейным размером 0,8 … 1,0 мм (по требованию заказчика) с минимально возможным объемом заносимой в штрих-код информацией (только непосредственно УИН, т.е. 16 разрядов десятичных цифр).
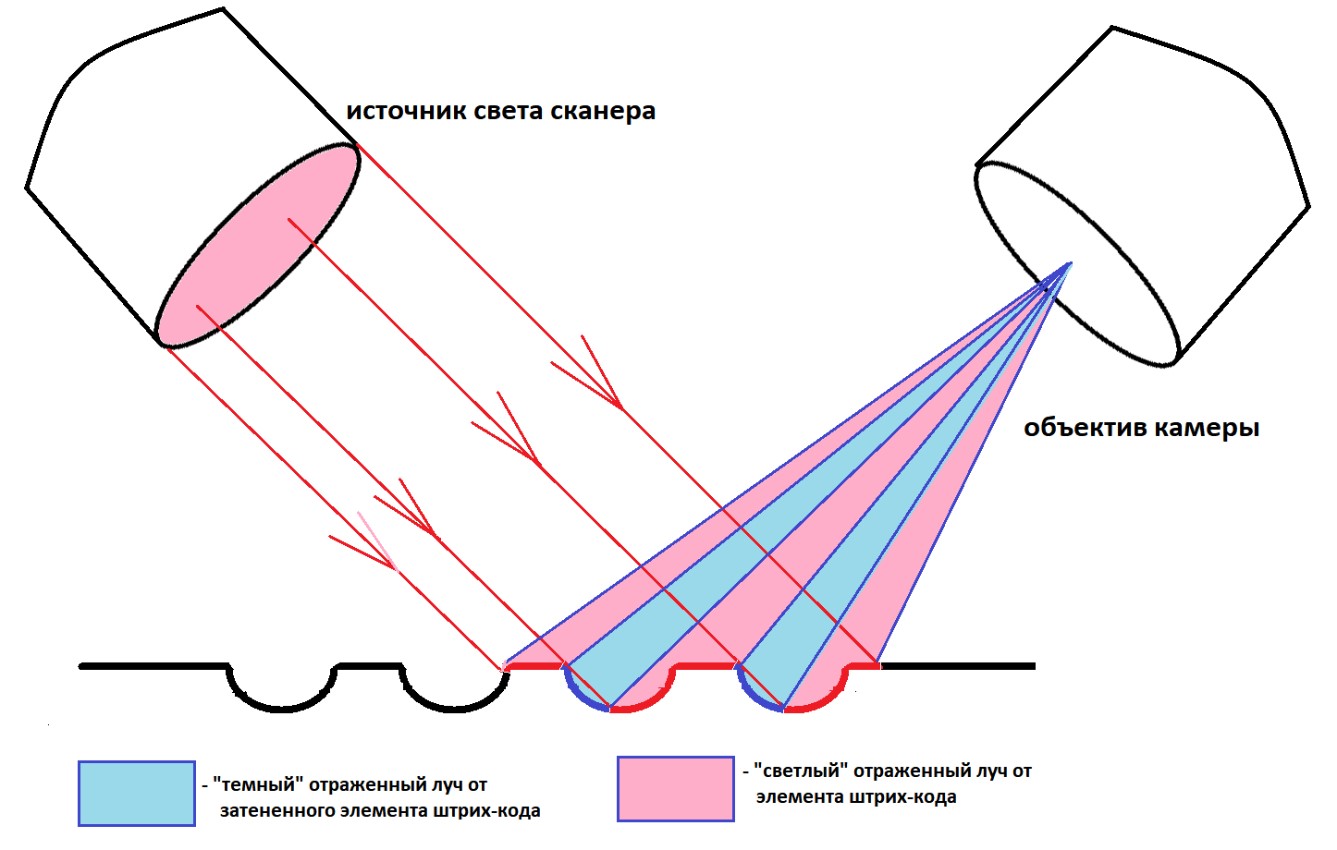
Однако даже оптимальное решение вопроса создания микро штрих-кода на металлической поверхности ювелирных изделий неспособно обеспечить их надежное считывание. Считывание штрих-кода с носителей (упаковки, документов и т.д.) осуществляется оптическим путем, на основе принципа отражения от поверхности плоского черно-белого печатного изображения. Использование специального программного обеспечения позволяет считывать такие штрих-коды под почти произвольным углом к поверхности носителя, на котором они напечатаны, что делает процесс считывания удобным и быстрым. При этом считыватель надежно «видит» темные и светлые элементы кода.
Иначе обстоит дело при считывании штрих-кода с металлической поверхности, когда объектив считывателя улавливает не черные и белые элементы штрих-кода, а лишь тени от лунок, выжженных лазерным лучом. Это намного более сложный процесс считывания. При этом чем точнее установлен объектив считывателя под углом 90 градусов к плоскости штрих-кода, тем больший в процентном отношении участок углубления оказывается в тени, и тем вероятнее происходит считывание. Но за счет высокой отражающей способности металла, затененная область углубления, хотя и меньше, но также засвечивается при считывании штрих-кода (это эффект «бликования»). В итоге разница в интенсивности отраженного от поверхности металла светового потока между «светлыми» элементами (зоны отсутствия углублений) и «темными» элементами (созданными тенями) штрих-кода оказывается крайне малой. При этом чем меньше размер штрих-кода, тем сложнее считывателю улавливать разницу световых потоков от «темных» и «светлых» элементов штрих-кода, вплоть до полной невозможности его считывания.
По этой технологической причине в мировой практике такой малоразмерный штрих-код на металл не наносят, используя для маркировки поверхность упаковки и обычную черно-белую печать по ней. Либо используются капельно-струйные принтеры, наносящие на металл штрих-код красители (в результате чего на металлической поверхности формируется черно-белый рисунок). Но этот способ уже не для микро-кодов и не для ювелирных изделий…
Изложенное не означает, что штрих-код размером 1 х 1 мм, нанесенный на поверхность металла, считывать невозможно в принципе. Если использовать дорогостоящие считыватели, то почему бы и нет? Но есть нюансы:
- Для каждого считывания запастись значительным ресурсом времени (до минуты) на позиционирование (установку) изделия перед объективом считывателя так, чтобы штрих-код располагался бы как можно более перпендикулярно к оптической оси объектива считывателя.
- Возможно будет требоваться небольшое «покачивание» изделия перед объективом считывателя для «вылавливания» момента «правильной» подсветки углублений на металле, т.е. элементов штрих-кода.
- Понятно, что для массового поточного производства такая технология не годится как минимум из-за неприемлемых затрат времени на считывание каждого штрих-кода. Особенно сложным будет этот процесс для ювелирных изделий с микро-шероховатой поверхностью (если не будет предъявлено требование обеспечить на изделии ровную гладкую поверхность для простановки штрих-кода). Также, проблемы считывания штрих-кода вероятны при считывании случайно поврежденного (поцарапанного) штрих-кода либо его загрязнения в результате последующей после опробования и клеймения доработки изделия (шлифовки, полировки и т.д.).
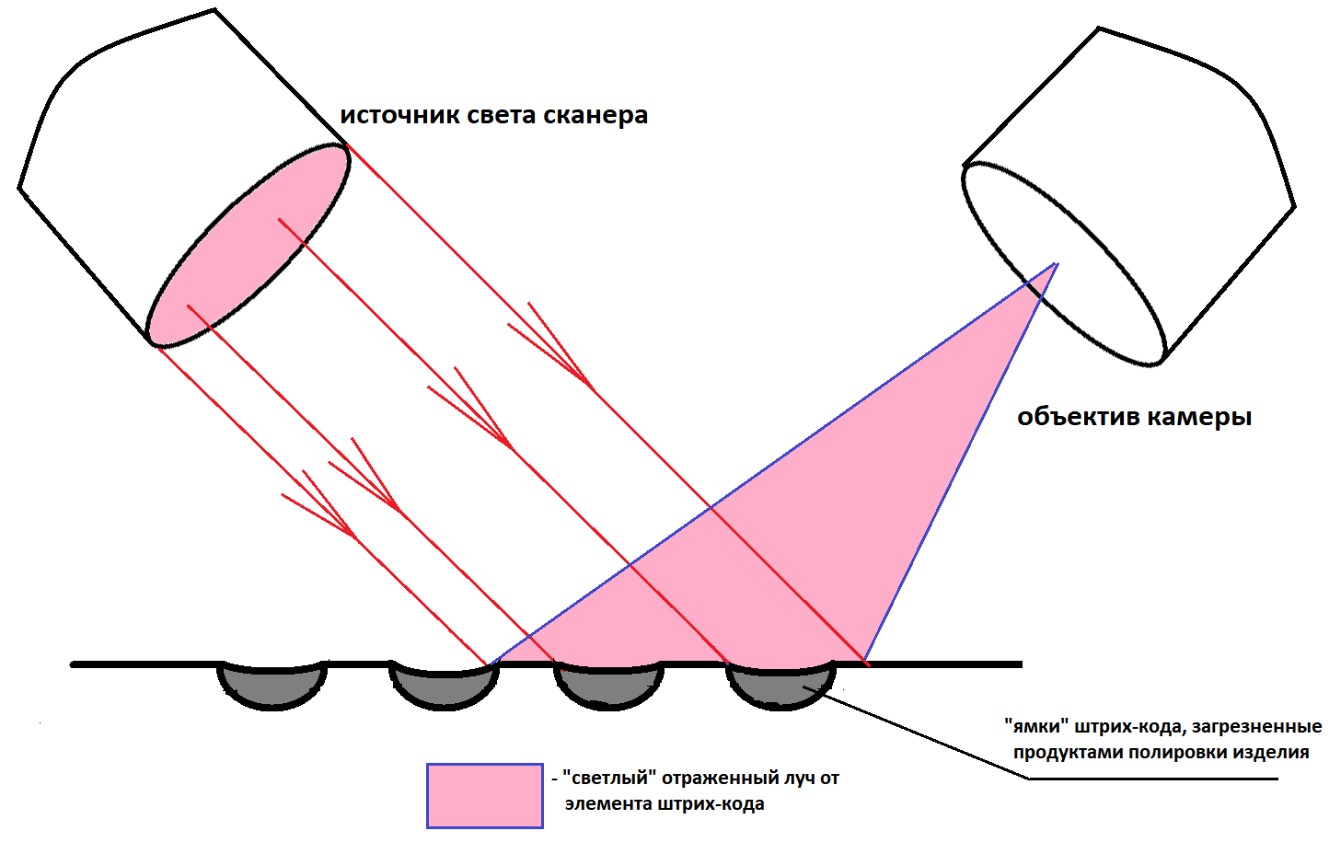
- Если поверхность ювелирного изделия загрязнена продуктами полировки или чем-то иным, то теней, образуемых краями «ямок» нанесенного штрих-кода, уже нет, и отраженный луч от поверхности всего штрих-кода будет одинаковой или близкой интенсивности, т.е. сканер просто «не увидит» этот штрих-код:
- При нанесении штрих-кода на поверхность металла вероятность считывания также зависит от профиля углублений, создаваемых на металлической поверхности лучом лазера (чем более крутые стенки углубления, т.е. более перпендикулярные
- При нанесении штрих-кода на поверхность металла вероятность считывания также зависит от профиля углублений, создаваемых на металлической поверхности лучом лазера (чем более крутые стенки углубления, т.е. более перпендикулярные поверхности, что достигается значительной глубиной канавки при большей мощности импульса лазера, тем надежнее фиксирование затемнения).
 Вывод: считывание штрих-кода с поверхности металла ювелирных изделий не вызовет проблем, если речь идет о выполнении считывания в лабораторных условиях, при наличии достаточного времени для неспешного выполнения операции. Но для массового считывания штрих-кода с поверхности металла ювелирных изделий в промышленном поточном производстве, да еще с учетом вероятного загрязнения поверхности от финишной полировки изделий, данная технология маркировки, как минимум, не желательна. На самом деле – не должна быть применима.
Вывод: считывание штрих-кода с поверхности металла ювелирных изделий не вызовет проблем, если речь идет о выполнении считывания в лабораторных условиях, при наличии достаточного времени для неспешного выполнения операции. Но для массового считывания штрих-кода с поверхности металла ювелирных изделий в промышленном поточном производстве, да еще с учетом вероятного загрязнения поверхности от финишной полировки изделий, данная технология маркировки, как минимум, не желательна. На самом деле – не должна быть применима.
Владимир Збойков
Исполнительный директор комитета «Деловой России» по драгоценным металлам и драгоценным камням









Оставить комментарий
Для того, чтобы оставить комментарий, авторизуйтесь или зарегистрируйтесь.